

Пластиковые окна в Балашихе от производителя. www.balprom6484075.narod.ru www.okna.do.am www.7680055.nm.ru
Наш телефон: 8-903-283-93-90 www.okna.land.ru www.oknabal.narod.ru www.evropakokna.narod.ru www.fenster7680055.narod.ru
Наш телефон: 8-903-283-93-90 www.okna.land.ru www.oknabal.narod.ru www.evropakokna.narod.ru www.fenster7680055.narod.ru




|
ОБЩИЕ СВЕДЕНИЯ
|

|

|
|
|||||||||

|
||||||||||||

|
||||||||||||

|
|
|||||||||||

|
|

|
||||||||||
|
Общие сведения о ПВХ окнах
Окна из ПВХ профилей: история изобретения и развития Поливинилхлорид (ПВХ) является одним из самых ранних искусственных материалов. Впервые он был создан химиком Регнальдом в 1835 году. С 1912 года начались поиски возможностей промышленного выпуска ПВХ, а в 1931 году концерном BASF были выпущены первые тонны этого материала. В начале 50-ых годов началось сначала в США, а затем и в Европе победное шествие ПВХ в качестве материала для оконных рам. Один из первых немецких патентов на оконные рамы из ПВХ датируется 1952 годом.
Первые рамы из ПВХ представляли собой металлическую основу, облицованную мягким или полумягким ПВХ. Несколько позднее начался выпуск профилей из твердого поливинилхлорида, который частично усиливался деревянными или металлическими вкладышами. В 1959 году были оборудованы первые квартиры с окнами из экструдированного, модифицированного на ударную вязкость, твердого поливинилхлорида. После этого прошло еще несколько лет, пока рамы из ПВХ профилей стали находить массовое применение. Систематическая работа как над сырьем, так и над машинами (экструдерами) сопровождали быстрое развитие окон из ПВХ профилей. Важнейшей целью работ было достижение как минимум того же срока службы, какой был известен у деревянных окон, а по возможности, превышение его. Наряду с механическими качествами в центре внимания были экология, атмосферостойкость, тепло и звукоизоляция, легкость в уходе, и возможность изготовления окон всех мыслимых форм. Беспроблемное производство профилей и гарантия их высоких эксплуатационных качеств была достигнута с помощью стабилизаторов и оксида титана (наряду с иными добавками). Окна из ПВХ профиля завоевали прочное место на рынках Европы. Из идеи появился качественный, зрелый продукт. |
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||

|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||

|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
карта сайта
|
||||||||||||
|
Этапы производства.
Изготовление любого окна начинается с рабочих чертежей и компьютерного проектирования конструкций. Программа расчета стоимости пластиковых окон, позволяет узнать, какое количество материала необходимо для изготовления пластиковых окон, как более экономично и рационально исполнить заказ, более точно сделать статический расчет и калькуляцию. Затем пластиковый профиль распиливается на двухголовочной пиле с программным управлением. Края профиля соединяют под высокой температурой на специализированном оборудовании. По размеру пластика автоматически вычисляется необходимый размер арматуры, усиливающей конструкцию. Далее фрезеруются отверстия для отвода конденсата из внутренних камер профиля, и отверстие для установки ручки. Сразу после этого профиль армируется. С каждой стороны оставляются допуски: несколько сантиметров для обеспечения сварки ПВХ - профиля. Армированием называют стальной профиль, который находится во внутренней камере ПВХ - профиля, по полному контуру окна, образуя свою "внутреннюю раму" внутри рамы из профиля. Он придает оконной конструкции жесткость и прочность. Следующий этап - сваривание между собой рамы и створок. Затем охлаждение и затирка сварных швов. В результате получаются оконные рамы и створки. Установка уплотнительной резинки производится единым куском. Уплотнения в паз начинается с середины верхних горизонтальных частей створок и коробок. Укладка уплотнительной резины производится как вручную, так и с помощью специального закаточного ролика. Уплотнительная резина заводится в приемный паз таким образом, чтобы не происходило ее растяжения. Стыкуется уплотнитель при помощи специального клеякак вручную, так и с помощью специального закаточного ролика. Для профиля системы "KBE" применяются свариваемые уплотнители из термопластичных эластомеров (ТПЕ). Их не нужно устанавливать, уплотнители свариваются вместе с профилем, что ускоряет, и упрощает изготовление окон и минимизирует так называемый "человеческий фактор". Уплотнители из ТПЕ более долговечны и меньше подвержены воздействиям атмосферных явлений, обладают превосходной изоностойкостью и устойчивостью к ультрафиолетовому излучению. На следующем уровне производства размечают и устанавливают импосты. Сборка импоста / установка механических соединителей производится в соответствии с технической документацией поставщика ПВХ профиля. Перед установкой в раму на торцы импоста по контуру наносится силиконовый герметик. После установки импоста к нижней части рамы крепится подставочный профиль. Следующий шаг в производстве окон ПВХ - установка фурнитуры. Высокоточный станок для данного этапа производства, предусматривает качественное выполнение работы по установке фурнитуры. Операция по установке фурнитуры выглядит следующим образом: Для поворотной створки в зависимости от еешириныустанавливаются: а)верхняя и нижняя петля и основной запор (узкая створка); б)либо верхняя и нижняя петли, угловые переключатели, основной запор и средние запоры сверху и снизу створки, а также среднеразъемная петля. На коробку устанавливаются верхняя и нижняя петли и ответные планки. Для поворотно - откидной створки устанавливается нижняя петля на створку, угловые переключатели и основной запор, далее в зависимости от ширины створки либо: а)ножницы и средний запор на створку (узкая створка до 650 мм.), б)нижний средний запор, ножницы и средний запор на створку (свыше 650 мм.). На коробку устанавливаются верхняя и нижняя петли, поворотно-откидная ответная планка и ответные планки по периметру. Фурнитура крепится саморезами. При ширине створки до 650 мм устанавливается один комплект подпятникв снизу со стороны ручки, а при ширине свыше 650 мм устанавливаются два комплекта подпятников со стороны ручки и петли. Установка подпятников предотвращает провисание створки. Далее створка навешивается на раму, и собранное изделие направляется на стенд остекления. [Встроенная картинка не переводится] Параллельно сизготовлением рам для окон, идет производство стеклопакета. Изготовление и установка стеклопакета очень ответственная и трудоемкая процедура. Производство стеклопакетов организовать весьма сложно и дорого, отлаженными линиями может похвастаться далеко не каждая компания. А качественный стеклопакет - важная составляющая Вашего окна, ведь если герметичность нарушена, вы не застрахованы от сквозняков, а стекло может запотеть изнутри и конструкцию придется менять. На оконном рынке пользуются спросом однокамерные и двухкамерные стеклопакеты. Однокамерный стеклопакет:  -два стекла с одной воздушной камерой меду ними
-два стекла с одной воздушной камерой меду ними- имеет ширину 24мм, 28мм или 32мм - сопротивление теплопередаче не менее 0,32 мІ С° / Вт - коэффициент направленного пропускания света не менее 80 % - звукоизоляция не менее 25 ДБ Двухкамерный стеклопакет: 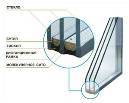 - три стекла с двумя воздушными камерами между ними
- три стекла с двумя воздушными камерами между ними - имеет ширину от 32 мм - сопротивление теплопередаче не менее 0,44 мІ С° / Вт - коэффициент направленного пропускания света не менее 72 %. - звукоизоляция не менее 27 ДБ Возможен вариант двухкамерного стеклопакета с разными по ширине камерами для улучшения звукоизоляции. Далее производится установка стеклопакетов и штапиков. Она осуществляется в вертикальном положении на специальном стенде. Этот стенд жестко фиксирует окно по вертикали и горизонтали. Это позволяет правильно установить стеклопакеты и отрегулировать фурнитуру. Последний этап производства - ОТК. В процессе изготовления изделия проходят двойную проверку качества: во время изготовления и на выходе готовой продукции. На участке ОТК каждое изделие проверяется и маркируется. После контроля качества изделия группируются по заказам и ожидают установки окон. |
||||||||||||


